


High Torque Servo Motors are a useful tool for designers of industrial machinery. KEB has a lot of experience controlling AC Torque motors and this post gives an overview of the motor technology and some considerations when looking at direct drives.
What is a High Torque Servo Motor?
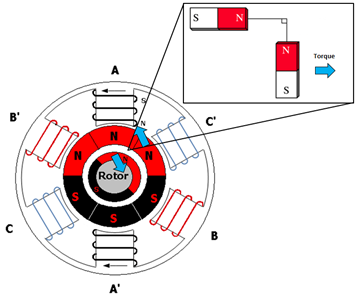
A torque motor is nothing more than an AC Servo Motor that is designed with a high pole count. Most standard AC Servo motors will use a 6-pole or 8-pole design and will likely operate nominally at 2,000-6,000 rpm. Many applications will require some sort of speed reduction (e.g. planetary gearing) to output a usable speed.
A torque motor is designed with a higher motor pole count that could be in the 20s, 30s, or even 60+ poles. This higher pole count means that the motor rotates more slowly for a given applied frequency. It also means that the nominal torque is much higher than a smaller pole-count motor. In short, the high pole count of the motor replaces the traditional mechanical gearing.

The number of motor poles can be calculated with some basic information that should be on the motor nameplate:

Why is it referred to as Direct Drive?
Torque motors are sometimes called direct-drive motors because they do not require intermediate gearing or belting in order to reduce the speed to a usable level. The nominal output speed of a torque motor might be in the range of 100-300 rpm, which is applicable for applications like a rotary table or industrial shredder.
Motor manufacturers offer different packages. Some offer a frameless rotor/stator combo and the machine builder is responsible for designing these motor parts into their machine. This is best for high-volume applications, or where the machine builder wants to offer a small, tightly integrated design. The machine builder is responsible for designing the bearing support, proper cooling, and appropriate airgaps/tolerances.

Alternatively, the manufacturer might offer a ready package where the rotor is prepared to mount directly to the payload. This option is more drop-in ready and the machine builder does not need to worry about ensuring the stator-rotor airgap.
Because it is directly coupled and there is no gearing, there is also zero-backlash between the rotor and payload. For this reason, a direct drive torque motor is preferred for precision applications like a machine tool and precision measurement device.
What to look for in a VFD (inverter)
KEB has a long history (25+ years) controlling torque motors from many different manufacturers. Here are some of the considerations you will want to look at when selecting a drive platform:
Standard hardware, standard software
Are you being pushed by a vendor into a “matched pair” solution where the motor and drive must be used together? Long-term this is not the best solution as it limits options and is likely not the most economical. It also might not provide the best motor performance, if the companies do not excel in the VFD-side of things.
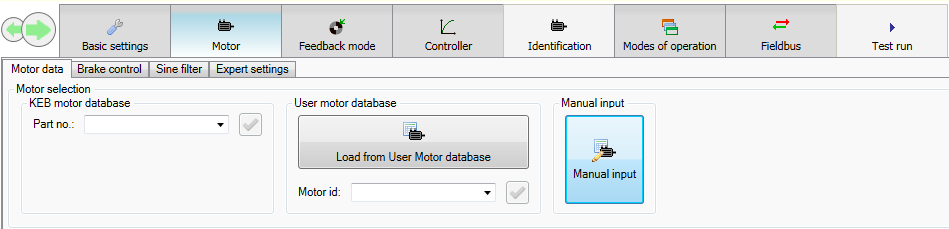
KEB’s drives that run AC Torque motors use standard hardware and standard firmware. It is truly an off-the-shelf product. The S6 drive platform, for example, runs many different types of motors including Torque Motors. The motor operation is simply changed with some different parameter selections.
In this scenario, a machine builder can use one drive series to run linear motors, induction motors, AC Servo motors, and High Pole Torque motors. This carries a lot of benefits on the supply chain side but also for ongoing support.
Support for Absolute encoders
Since torque motors are often used in precision applications and do not have a gear reduction, they usually require very high-resolution absolute feedback. This is especially important for applications that need to spend a lot of time near 0 rpm, like an elevator or dynamometer.
KEB drives support all the major absolute encoder formats including BiSS, EnDat 2.1, EnDat 2.2, Hiperface, SSI Sin/Cos, etc. Newer KEB drive platforms feature a multi-encoder interface so the drives support all these feedback types as standard. Simply use the appropriate feedback cable depending on the motor type.

Motor Learn & Encoder Learn Procedure
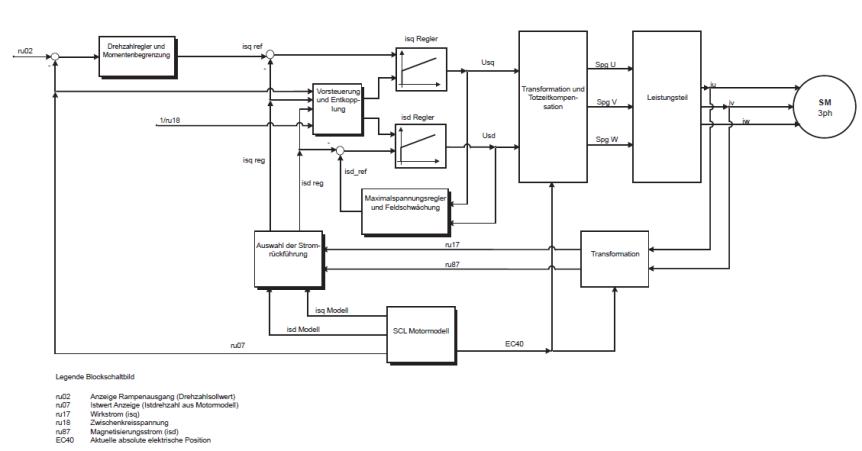
Optimal motor control requires complete motor learning where the drive learns critical motor characteristics like resistance, inductance across a range of exciting frequencies. Also, an encoder learn is usually needed to learn the offset between the mounted encoder and the rotor magnets.
It is critical that the drive can successfully complete these learns coupled and uncoupled from the load. Using KEB’s Combivis 6 software, KEB drives can quickly and accurately perform these learn procedures with the load coupled and under brake.
This has saved countless hours after the machine has been installed and commissioned.
High Power
Machine tools and extruders might deal with high power, 300kW and above. The nice thing about KEB drives is they scale from small power up to 1,000 Hp. So a manufacturer of large machining centers or extruders can be confident as they develop larger machines that the drive solution will also scale up.

Do you have questions on High Torque motors – or the appropriate drive solution? Contact one of our engineers today.
Related Articles
Let's Work Together
Connect with us today to learn more about our industrial automation solutions—and how to commission them for your application.