
Internal positioning capabilities of KEB VFDs



This is an introduction and overview of KEB’s Internal Positioning Module (IPM) that is built-in to all KEB’s closed-loop VFDs and servo drives. This is part of our ongoing series on motion control basics.
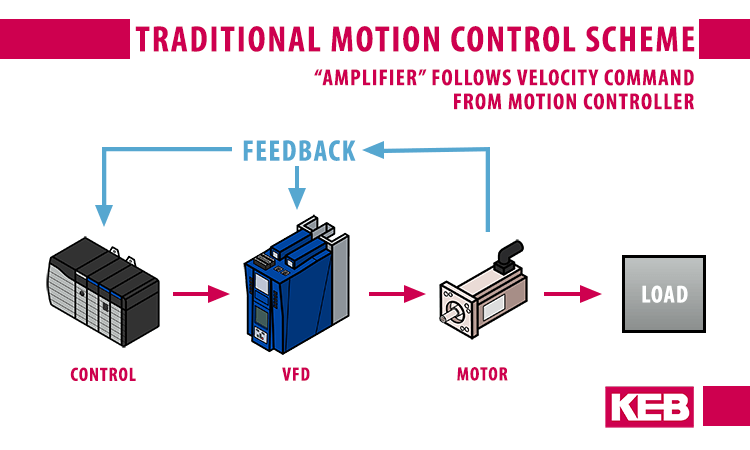
Historically, motion control applications required a central controller to calculate the movement profile and then command it from the controller to the drive or “amplifier.” For complex coordinated motion, this is the most effective way to design a control system. But in the case of single-axis or non-coordinated positioning applications like a rotary wheel or crane – there is a better option.
…in the case of single-axis or non-coordinated positioning applications…there is a better option.
Controlling machine movements is a major consideration of automated industrial applications. When the initial setup of the system is done properly you can ensure efficient production or operation. One way KEB has been a leader in this field is with our IPM for VFDs.
I previously discussed motion profiles and their role in automated motion control. Once the control profile has been programmed, the drive, motion controller, and PLC work together to execute the profile and perform the task.
Traditional motion control setups with a closed-loop VFD or servo drive work like this:
Is there a more simple solution?
Historically, due to performance limitations, the PLC and Motion Controller were separated. The PLC was responsible for handling the machine logic and I/O processing. The motion controller or motion card had a dedicated processor that handled the intensive number-crunching needed to calculate the motion profile. The motion controller would then typically send a command to the drive – usually in the form of an analog speed command and the drive or “amplifier” would follow. Position feedback was fed back into the controller and it closed the speed and position control loop.
As computing power increased, the PLC and motion controller merged into one device. Dedicated processors handling the motion ensure satisfactory performance. Pricing models vary, but manufacturers do still charge a premium for motion control capability. Sometimes this premium is quite steep, especially if only one axis of motion is required. The problem with this setup is you have an expensive motion controller that’s largely extraneous for low axis count operations. For single-axis movement, it’s especially unnecessary.
Our solution to this problem is to utilize the Internal Positioning Module capability on KEB drives. The system will cost less to set up and take up less space without having to compromise on performance.
The internal 32-bit positioning module
Each closed-loop drive from KEB includes a 32-bit positioning module giving them the capability to execute smooth S-curve motion profiles. Both relative and absolute positioning is possible. The positioning can be initiated and controlled through a variety of means including digital inputs, analog input, or over a communication bus like EtherNet or EtherCAT.
To assist in setup, the drives come with preset, configured homing routines. The system will cost less to set up and take up less space without having to compromise on performance.
KEB’s closed-loop F5/F6 and S6 servo drives feature dual-channel encoder inputs. The secondary channel can be configured as a buffered TTL output.
The drives include encoder cards with dual inputs that can receive motor feedback information directly without having to be routed through an external motion controller. Optionally, the secondary encoder channel can be configured as an output and a speed value can be sent back to the master control.
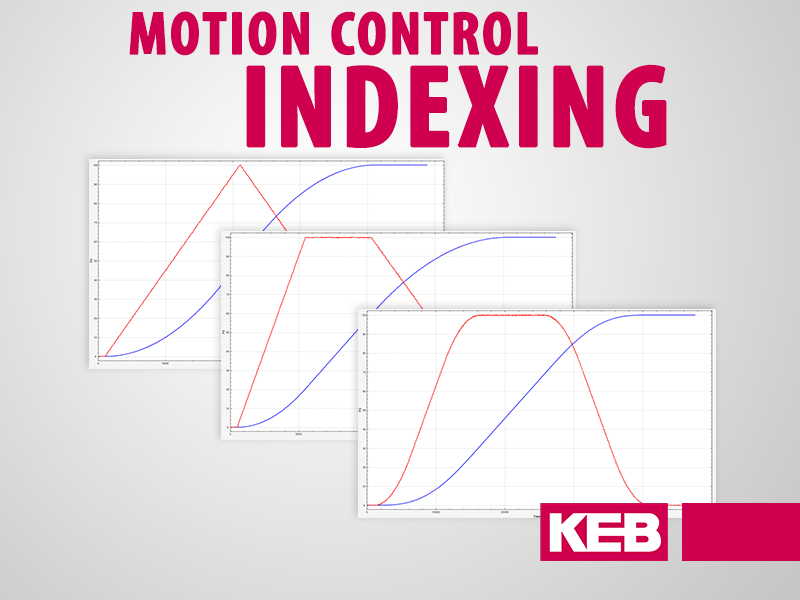
Scope Trace Examples
We have created here three scope traces, which include three data points in each scope. These three scope traces show different positioning methods that can be employed using the Internal Positioning Module on KEB drives.
(1) actual position (BLUE),
(2) digital input state (ORANGE), and
(3) active position index (PINK/MAGENTA).
The actual position plot represents the encoder feedback position of the motor, the digital input state shows “pulses” when a positioning command is received, and the steps of the active index show which positioning move (move #0 through move #6) is active in the drive.
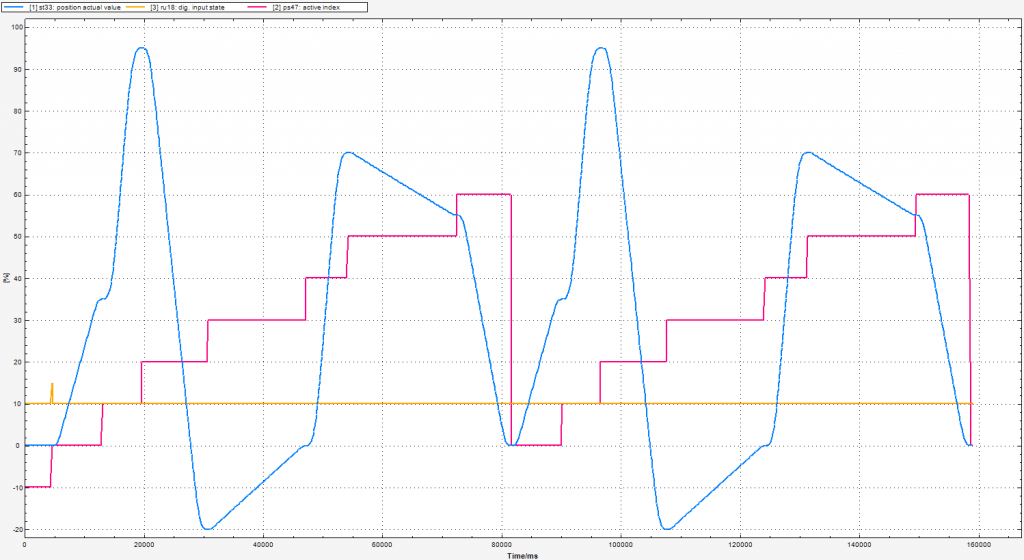
Auto Indexing – this scope shows the drive receiving an initial start positioning command (digital input pulse). Then, the drive begins stepping through each programmed position chronologically and repeating the pattern automatically.
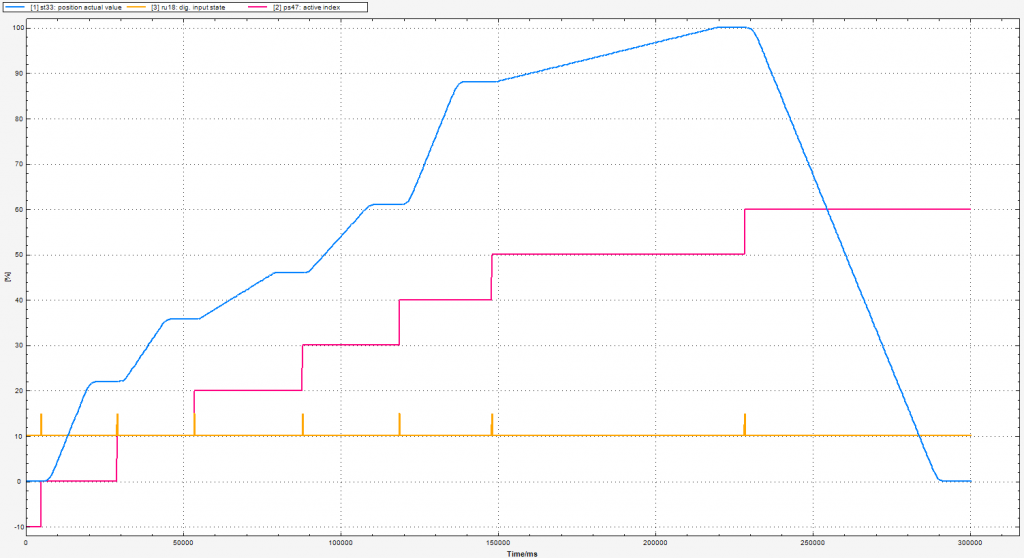
Manual Indexing – this scope most closely resembles that of a conveyor or linear, single-axis application. A start positioning command is received and the drive will move to its next position and stop, awaiting a new command. Similar to “Auto Indexing,” this positioning method will operate in chronological order.
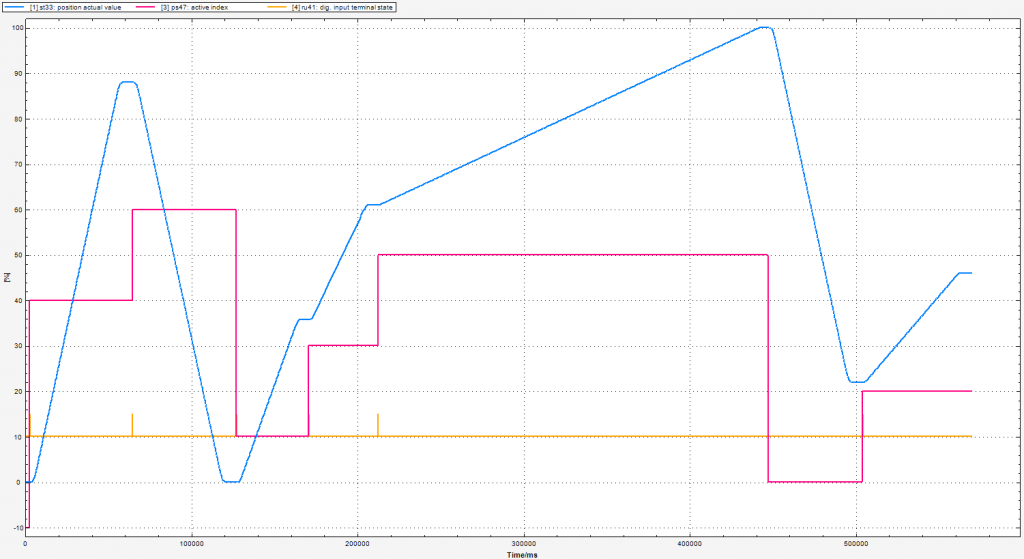
Manual Index Selection – this scope highlights the ability to choose which index position to move to, instead of following a chronological order. This shows all of the same 7 positions in “Auto Indexing” and “Manual Indexing” being reached in a unique and user-defined order.
In certain applications – single- or low-axis count operations – this method of positioning is an excellent fit. For example, a machine might require some precise linear move from a ball screw or belt drive actuator. Using a KEB drive with IPM will work well. A basic lower-cost PLC can be used in place of a high-end motion control option. If the target position is repeated, the drive can work with simple digital inputs. Alternatively, the PLC can write a target position to the drive.
However, for applications with coordinated multi-axis movements, the internal positioning module will not be up to the task. In these cases, a central controller calculating all the profiles will be needed to execute the moves. This is also the case for more complex motion profiles like camming profiles.
Cost savings using KEB’s Internal Positioning Module
If you’ve identified your installation as being a good candidate for internal positioning functions, one immediate benefit you can expect is cost savings. When compared to a competitor’s offering for motion control the advantage in using KEB products is clear.
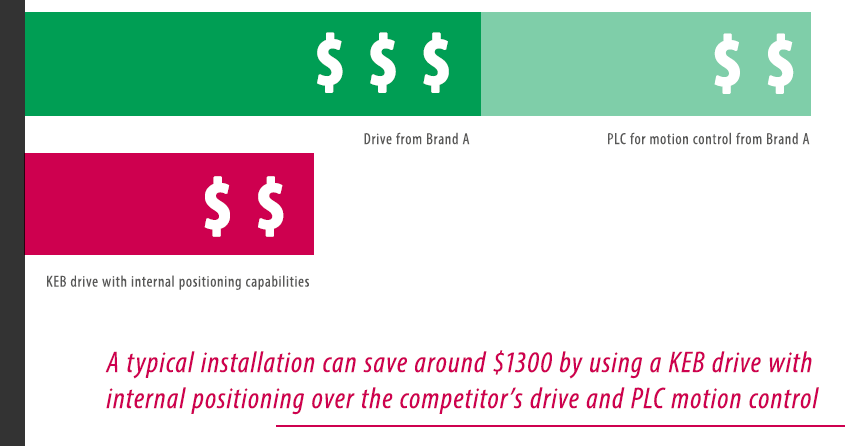
In the above example, a customer is planning to use a servo drive with motion control functions in a 2.2kW single-axis motion control application. The estimate from Brand A would require a drive as well as a PLC to handle the motion control. The ability to do positioning often requires an additional “motion card” or software package.
KEB is able to quote a drive at a saving over Brand A’s drive, and no “motion card” is required. The customer is able to pass the savings on to their end-user or invest the money in other parts of the installation.
Conclusion
KEB has been developing closed-loop drives with internal positioning modules for nearly 30 years. Since then we have not stopped refining and building on this feature – developing technologies such as encoderless positioning – to ensure it has a place in the fourth industrial revolution. We are focused on providing our customers with the most efficient and cost-effective solutions, and we want to be their partners in success. Internal positioning is still a feature that sets our series 5 and series 6 drives apart from our competitors.
Related Articles

Let's Work Together
Connect with us today to learn more about our industrial automation solutions—and how to commission them for your application.